

-
- 公司:
- 湖南长沙基准标点精密制造有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com
本站共被浏览过 2098244 次


- 电路板究竟是如何生产出来的?3679阅读 2021-03-23 07:34:47
- 柔性电路板焊接注意事项3827阅读 2021-03-23 07:33:41
- PCB电路板生产常见导通孔、盲孔、埋孔4815阅读 2021-03-23 07:32:30
- 物联网PCB设计技能要求4116阅读 2021-03-23 07:30:22
- 刚性柔性电路板加工工艺3807阅读 2021-03-23 07:29:06

产品信息
您所在的位置:首页 > 详细信息
长沙机加工机构,专业设备,包您满意
2024-04-20 05:00:01 800次浏览

价 格:面议
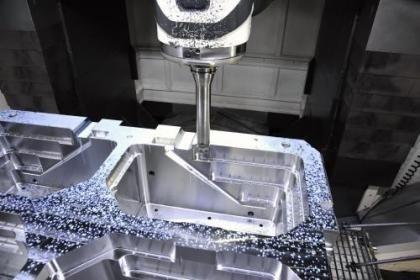
车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进行。
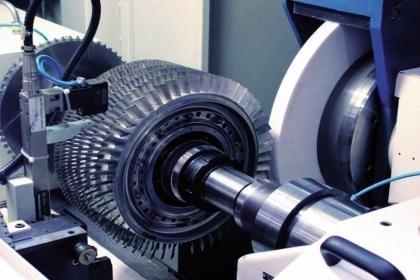
加工需要的机械由数显铣床、数显成型磨床、数显车床、电火花机、磨床、加工中心、激光焊接、中走丝、快走丝、慢走丝、外圆磨床、内圆磨床、精密车床等,可进行精密零件的车、铣、刨、磨等加工, 此类机械擅长精密零件的车、铣、刨、磨等加工,可以加工各种不规则形状零件,加工精度可达2μm。
机械加工过程中,由于加工工艺不同,使用的设备和工具也不同,如锻工操作中需要用到装料叉、装出炉夹钳、胎模操作机、锻造操作机等;钳工操作需要的工具和设备有锉刀、刮刀、手锯、凿子、手锤、手电钻、钻床等。此外,根据使用要求这些工具和设备还分成不同的型号和类型,增加了其使用数量。
机械加工的优质性特点是机械加工的质量保障。机械制造业的发展,也带动了高端设备仪表的研发水平。研发水平的提高对机械加工的质量要求越来越高。现阶段机械加工质量好坏主要体现在零部件加工过程后零部件表面质量。零部件经过机械加工后,会在零部件表面形成不同的粗糙度,也就是零部件加工表面的微观不平度。
-
 在切削加工中应于最多直线操控数控机床。直线操控数控机床可操控刀具或工作台适当的进给速度,沿平行于坐标轴的方向进行直线移动和切削加工,进给速度依据切削条件可在必定范围内调整。直线操控的简易数控车床,只要两个坐标轴,可用于加工台阶轴。直线操控的20-11-19 09:42:01
在切削加工中应于最多直线操控数控机床。直线操控数控机床可操控刀具或工作台适当的进给速度,沿平行于坐标轴的方向进行直线移动和切削加工,进给速度依据切削条件可在必定范围内调整。直线操控的简易数控车床,只要两个坐标轴,可用于加工台阶轴。直线操控的20-11-19 09:42:01 -
 1、将这些现已被机械精加工今后的零部件放在含有磨块或者是磨剂的滚筒傍边,在里面会进行杂乱的运动,而运动的过程傍边会发生压力,发生压力会出现碰撞和滚压,这样就会让零部件的外表起到轻微磨削的作用,自然也就能够完成让它的外表慢慢被细化,外表也会因20-08-09 16:41:24
1、将这些现已被机械精加工今后的零部件放在含有磨块或者是磨剂的滚筒傍边,在里面会进行杂乱的运动,而运动的过程傍边会发生压力,发生压力会出现碰撞和滚压,这样就会让零部件的外表起到轻微磨削的作用,自然也就能够完成让它的外表慢慢被细化,外表也会因20-08-09 16:41:24 -
 适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。而采用cnc加工进行加工,生产完全由程序自动控制,避免了长工艺流21-08-11 17:48:01
适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。而采用cnc加工进行加工,生产完全由程序自动控制,避免了长工艺流21-08-11 17:48:01 -
 长沙机加工加工时在进行操作的过程中为了符合其客户技术要求的工件,在进行使用时必须要将工件有效的定位在机床的某个固定的位置,在进行使用时为了避免工件在机械加工过程中受到切削力、重力等外力影响而进行位移,就必须采用一定的夹具将工件进行夹紧,使其20-08-09 16:23:33
长沙机加工加工时在进行操作的过程中为了符合其客户技术要求的工件,在进行使用时必须要将工件有效的定位在机床的某个固定的位置,在进行使用时为了避免工件在机械加工过程中受到切削力、重力等外力影响而进行位移,就必须采用一定的夹具将工件进行夹紧,使其20-08-09 16:23:33 -
 在精细机械零件实践加工过程中,因为电极丝张力处于不安稳的状况,因而走丝系统有必要对电极丝张力进行操控。一起,电极丝选用导轮进行定位时,因为导轮的半打开定位方式,使得电极丝在切开时因受到放电爆炸力的效果而导致其各个方向的定位状况存在差导,因而20-12-03 09:15:01
在精细机械零件实践加工过程中,因为电极丝张力处于不安稳的状况,因而走丝系统有必要对电极丝张力进行操控。一起,电极丝选用导轮进行定位时,因为导轮的半打开定位方式,使得电极丝在切开时因受到放电爆炸力的效果而导致其各个方向的定位状况存在差导,因而20-12-03 09:15:01 -
 其实机加工的总称叫做机械加工,机加工只是专业术语。机械加工是让一些有用的加工零件进行机械加工,从而导致其本身的外形大小以及尺寸进行改变,还可以改变加工零件的性能,如果是在高温下进行的加工可以叫做热加工。根据生产需要冷加工可以分为:一定的情况21-08-30 09:15:02
其实机加工的总称叫做机械加工,机加工只是专业术语。机械加工是让一些有用的加工零件进行机械加工,从而导致其本身的外形大小以及尺寸进行改变,还可以改变加工零件的性能,如果是在高温下进行的加工可以叫做热加工。根据生产需要冷加工可以分为:一定的情况21-08-30 09:15:02 -
 便于夹紧的精密钣金加工用夹紧装配,支持座、滚动座,支持座上端一侧不变持续有不变架,支持座上端另一侧开设有挪动槽,挪动槽里面插入有挪动架,挪动架底端位于支持座里面,支持座里面横向插入有螺杆,螺杆贯串挪动架的底端,计划有螺杆、挪动架、卷盒、持续21-08-30 15:21:01
便于夹紧的精密钣金加工用夹紧装配,支持座、滚动座,支持座上端一侧不变持续有不变架,支持座上端另一侧开设有挪动槽,挪动槽里面插入有挪动架,挪动架底端位于支持座里面,支持座里面横向插入有螺杆,螺杆贯串挪动架的底端,计划有螺杆、挪动架、卷盒、持续21-08-30 15:21:01 -
 随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱20-11-19 09:27:01
随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱20-11-19 09:27:01 -
 工件在切削过程中由于遭到切削力的效果,产生向着受力方向的弹性形变,就是咱们常说的让刀现象。应对此类变形在刀具上要采纳相应的办法,精机械加工中心时要求刀具锋利,一方面可削减刀具与工件的摩擦所形成的阻力,另一方面可提高刀具切削工件时的散热能力,20-12-03 11:24:01
工件在切削过程中由于遭到切削力的效果,产生向着受力方向的弹性形变,就是咱们常说的让刀现象。应对此类变形在刀具上要采纳相应的办法,精机械加工中心时要求刀具锋利,一方面可削减刀具与工件的摩擦所形成的阻力,另一方面可提高刀具切削工件时的散热能力,20-12-03 11:24:01 -
 工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。工件在切削过程20-12-03 14:51:01
工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。工件在切削过程20-12-03 14:51:01 -
 工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。在运用机械设备20-12-03 13:15:02
工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。在运用机械设备20-12-03 13:15:02 -
 cnc加工,多年经验,专业从事金属壳体cnc加工,零配件加工,精密加工,金属外壳cnc加工,广泛应用于数码外壳、设备外壳。专业设计,免费打样,专业的五金壳体,五金零配件cnc加工,金属面板加工。一般CNC加工通常是指计算机数字化控制精密机械21-08-11 18:21:01
cnc加工,多年经验,专业从事金属壳体cnc加工,零配件加工,精密加工,金属外壳cnc加工,广泛应用于数码外壳、设备外壳。专业设计,免费打样,专业的五金壳体,五金零配件cnc加工,金属面板加工。一般CNC加工通常是指计算机数字化控制精密机械21-08-11 18:21:01 -
 什么是铣削?在精密数控加工服务的保护下,可以提供机械、化学、电气和热加工等多种功能。铣削初是由工人手动操作的,但现在大多数铣削都是由数控铣床完成的。数控铣床使用计算机监控铣削过程。CNC铣削可以提供更高的精度,准确性和生产率,但是在某些情况21-08-30 14:42:01
什么是铣削?在精密数控加工服务的保护下,可以提供机械、化学、电气和热加工等多种功能。铣削初是由工人手动操作的,但现在大多数铣削都是由数控铣床完成的。数控铣床使用计算机监控铣削过程。CNC铣削可以提供更高的精度,准确性和生产率,但是在某些情况21-08-30 14:42:01 -
首先在CNC零件加工之前一定要看清楚生产流程的内容,清楚地了解钢件要生产加工的位置、样子、工程图纸各规格以及其下的工艺流程生产加工内容。在生产加工原料夹装前,应准确测量胚料规格是否符合工程图纸规定,并仔细检查其放置是否符合编写程序的命令。在21-08-30 14:39:02
-
 数控铣床是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺复杂,需要解决的技术问题也多,因此,人们在研究和开发数控系统及自动编程语言的软件时,也21-08-20 17:51:01
数控铣床是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控铣床、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺复杂,需要解决的技术问题也多,因此,人们在研究和开发数控系统及自动编程语言的软件时,也21-08-20 17:51:01 -
 CNC数控加工优点1、大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。2、加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。3、多品种、小批量生产情况20-11-19 10:24:01
CNC数控加工优点1、大量减少工装数量,加工形状复杂的零件不需要复杂的工装。如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。2、加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。3、多品种、小批量生产情况20-11-19 10:24:01 -
 车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进21-09-02 18:21:01
车间要生产新零件时,首先要制订该零件的机械加工工艺规程,再根据工艺规程进行生产准备。如:新零件加工工艺中的关键工序的分析研究;准备所需的刀、夹、量具(外购或自行制造);原材料及毛坯的采购或制造;新设备的购置或旧设备改装等,均必须根据工艺来进21-09-02 18:21:01 -
 钣金加工方便灵活:在恶劣环境或其他人难以接近的地方,可用机器人进行钣金加工。 钣金加工适用范围广:钣金加工束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率钣金加工的连续输出功率又可达千瓦至十千瓦量级,21-09-02 18:51:01
钣金加工方便灵活:在恶劣环境或其他人难以接近的地方,可用机器人进行钣金加工。 钣金加工适用范围广:钣金加工束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率钣金加工的连续输出功率又可达千瓦至十千瓦量级,21-09-02 18:51:01 -
 (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。(2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控数控技术人员和程序员的责任和两者结合起来,由程序员负20-09-11 10:39:01
(1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。(2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控数控技术人员和程序员的责任和两者结合起来,由程序员负20-09-11 10:39:01 -
 精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表20-11-19 09:33:01
精密和超精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标之一。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得极高的尺寸、形位精度,而且要求获得极高的表20-11-19 09:33:01
被浏览过 2098244 次 版权所有:湖南长沙基准标点精密制造有限公司(ID:35142857) 技术支持:胡俊芝
第4年

