

-
- 公司:
- 湖南长沙基准标点精密制造有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com
本站共被浏览过 2126943 次


- 电路板究竟是如何生产出来的?3754阅读 2021-03-23 07:34:47
- 柔性电路板焊接注意事项3907阅读 2021-03-23 07:33:41
- PCB电路板生产常见导通孔、盲孔、埋孔4896阅读 2021-03-23 07:32:30
- 物联网PCB设计技能要求4187阅读 2021-03-23 07:30:22
- 刚性柔性电路板加工工艺3884阅读 2021-03-23 07:29:06

产品信息
您所在的位置:首页 > 详细信息
长沙cnc加工,良好的行业口碑
2024-04-29 04:00:01 851次浏览

价 格:面议
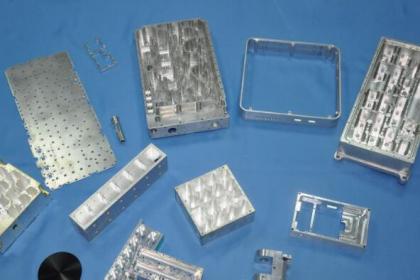
CNC又叫做电脑锣、CNCCH或数控机床,主要工作是编制加工程序,即将原来手工活转为电脑编程。当然需要有手工加工的经验。cnc加工即计算机数字控制机床的简称,它具有自动加工、复杂零件一次性加工成型,自动送料、料完自动停机等特点。
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。 ①应能保证被加工工件的精度和表面粗糙度。 ②使加工路线短,减少空行程时间,提高加工效率。 ③尽量简化数值计算的工作量,简化加工程序。 ④对于某些重复使用的程序,应使用子程序。
cnc加工即计算机数字控制机床的简称,它具有自动加工、复杂零件一次性加工成型,自动送料、料完自动停机等特点。cnc加工是五金行业的科技进步的结果,它比手动装置、半自动化机床更有优势和优点,加工零件更准确和快速。它的特点是通过计算机控制系统发出指令来完成机床的运行,具有尺寸稳定、加工精度高、劳动强度低等优点,更适合同一产品的大批量生产。
cnc加工的零件一致性好,质量稳定,加工中心的脉冲当量一般为lμm,高精度的加工中心可达。1μm其运动分辨率远高于普通机床。cnc加工中心多采用半闭环甚至全闭环的位置补偿功能,有较高的定位精度和重复定位精度,在加工过程中产生的尺寸误差能及时得到补偿,能获得较高的尺寸精度。
-
 要进行cnc加工,要找到一个值得信赖的厂家也都应该要能够让自己去了解清楚,是否可以主动跟自己签订合同。想要能够去找到好的厂家,是应该要能够看看厂家是否能够愿意签订合同的,因为现在有些厂家可能也都是不愿意去做好合同签订的问题,一般厂家不愿意去21-07-29 15:30:01
要进行cnc加工,要找到一个值得信赖的厂家也都应该要能够让自己去了解清楚,是否可以主动跟自己签订合同。想要能够去找到好的厂家,是应该要能够看看厂家是否能够愿意签订合同的,因为现在有些厂家可能也都是不愿意去做好合同签订的问题,一般厂家不愿意去21-07-29 15:30:01 -
 cnc加工对于数量方面会有哪些要求?其实对于数量这个方面的话,确实也都是会有一定的要求的,如果数量太少都有可能会容易导致厂家不愿意进行加工的情况,毕竟对于厂家来说的话,也会需要考虑到数量是否能够达到一定的规定。不同厂家对于数量的要求可能也都21-07-29 15:54:01
cnc加工对于数量方面会有哪些要求?其实对于数量这个方面的话,确实也都是会有一定的要求的,如果数量太少都有可能会容易导致厂家不愿意进行加工的情况,毕竟对于厂家来说的话,也会需要考虑到数量是否能够达到一定的规定。不同厂家对于数量的要求可能也都21-07-29 15:54:01 -
 合理地选用设备。粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以粗加工应在功率较大、精度不太高的机床上进行,精加工工序则要求用较高精度的机床加工。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长精密机床的使用寿21-08-20 17:48:01
合理地选用设备。粗加工主要是切掉大部分加工余量,并不要求有较高的加工精度,所以粗加工应在功率较大、精度不太高的机床上进行,精加工工序则要求用较高精度的机床加工。粗、精加工分别在不同的机床上加工,既能充分发挥设备能力,又能延长精密机床的使用寿21-08-20 17:48:01 -
 次切割过程中,初次切开需用大的脉冲能量以取得较高的切开速度,此刻对精细机械零件加工外表的质量进行多次切割过程中,这就首先要求机床工作台有必要具有较高的几何精度及运动精度,其次要求走丝系统有必要保证电极丝在空间方位的安稳及安稳性。当然,为到达20-12-03 13:39:01
次切割过程中,初次切开需用大的脉冲能量以取得较高的切开速度,此刻对精细机械零件加工外表的质量进行多次切割过程中,这就首先要求机床工作台有必要具有较高的几何精度及运动精度,其次要求走丝系统有必要保证电极丝在空间方位的安稳及安稳性。当然,为到达20-12-03 13:39:01 -
 适合于加工周期性复合投产的零件有些产品的市场需求具有周期性和季节性,如果采用专门生产线则得不偿失,用普通设备加工效率又太低,质量不稳定,数量也难以保证。而采用cnc加工首件试切完后,程序和相关生产信息可保留下来,下次产品再生产时只要很的准备21-09-02 16:42:01
适合于加工周期性复合投产的零件有些产品的市场需求具有周期性和季节性,如果采用专门生产线则得不偿失,用普通设备加工效率又太低,质量不稳定,数量也难以保证。而采用cnc加工首件试切完后,程序和相关生产信息可保留下来,下次产品再生产时只要很的准备21-09-02 16:42:01 -
 CNC加工的主要材料有以下几种:铝合金60616061铝合金是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多。材料优点:具有加工性能、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及20-07-22 12:01:44
CNC加工的主要材料有以下几种:铝合金60616061铝合金是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多。材料优点:具有加工性能、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及20-07-22 12:01:44 -
 适合于加工周期性复合投产的零件有些产品的市场需求具有周期性和季节性,如果采用专门生产线则得不偿失,用普通设备加工效率又太低,质量不稳定,数量也难以保证。而采用cnc加工首件试切完后,程序和相关生产信息可保留下来,下次产品再生产时只要很的准备21-08-11 18:42:01
适合于加工周期性复合投产的零件有些产品的市场需求具有周期性和季节性,如果采用专门生产线则得不偿失,用普通设备加工效率又太低,质量不稳定,数量也难以保证。而采用cnc加工首件试切完后,程序和相关生产信息可保留下来,下次产品再生产时只要很的准备21-08-11 18:42:01 -
 根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,21-08-30 08:45:01
根据工艺原理和工艺试验确定了工艺规范,并经生产验证。它是科学技术和生产经验的结晶。机械加工是一项合格的技术保证,是指导各企业生产活动的重要文件。工艺规程不固定,技术人员要对工人的创新和创造进行总结。根据生产实际情况,及时借鉴国内外先进技术,21-08-30 08:45:01 -
 对数控车床进行加工时,通常应遵循以下几个原则来进行加工。1、应能保证被加工工件的精度和表面粗糙度。2.小化加工路径,减少空程行程,提高加工效率。3.简化数值计算的工作量,简化加工程序。4.对于某些重复使用的程序,应使用子程序。CNC数控工艺21-08-30 16:15:01
对数控车床进行加工时,通常应遵循以下几个原则来进行加工。1、应能保证被加工工件的精度和表面粗糙度。2.小化加工路径,减少空程行程,提高加工效率。3.简化数值计算的工作量,简化加工程序。4.对于某些重复使用的程序,应使用子程序。CNC数控工艺21-08-30 16:15:01 -
 工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。原始资料:(1)产品装配图,零件图。(2)产品验收质量标准。(3)产品的年生21-07-24 11:54:01
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。原始资料:(1)产品装配图,零件图。(2)产品验收质量标准。(3)产品的年生21-07-24 11:54:01 -
 (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。(2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控数控技术人员和程序员的责任和两者结合起来,由程序员负20-09-11 09:15:01
(1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。(2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控数控技术人员和程序员的责任和两者结合起来,由程序员负20-09-11 09:15:01 -
 钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的21-09-02 17:00:02
钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的21-09-02 17:00:02 -
 机械加工(包括铸造、锻压、焊接、热处理等技术及其设备以及切削加工技术和数控机床、刀具、量具等)迅速发展,从而保证了发展生产所需要的各种机械装备供应。同时,随着生产批量的增大和精密加工技术的发展,也促进了大量生产方法(零件互换性生产、专业分工20-09-11 10:24:02
机械加工(包括铸造、锻压、焊接、热处理等技术及其设备以及切削加工技术和数控机床、刀具、量具等)迅速发展,从而保证了发展生产所需要的各种机械装备供应。同时,随着生产批量的增大和精密加工技术的发展,也促进了大量生产方法(零件互换性生产、专业分工20-09-11 10:24:02 -
 工件装夹时,首先要挑选正确的夹紧点,然后根据夹紧点的方位挑选适当的夹紧力。因此尽或许使夹紧点和支撑点共同,使夹紧力效果在支撑上,夹紧点应尽或许靠近机械加工中心面,且挑选受力不易引起夹紧变形的方位。当工件上有几个方向的夹紧力效果时,要考虑夹紧20-12-03 08:45:01
工件装夹时,首先要挑选正确的夹紧点,然后根据夹紧点的方位挑选适当的夹紧力。因此尽或许使夹紧点和支撑点共同,使夹紧力效果在支撑上,夹紧点应尽或许靠近机械加工中心面,且挑选受力不易引起夹紧变形的方位。当工件上有几个方向的夹紧力效果时,要考虑夹紧20-12-03 08:45:01 -
 cnc加工适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。,而采用加工中心进行加工,生产完全由程序自动控制,避免21-09-02 18:12:02
cnc加工适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。,而采用加工中心进行加工,生产完全由程序自动控制,避免21-09-02 18:12:02 -
 在机械加工中,对强度和韧性要求比较高,它的工作性能与运用寿命与其外表性能有着极大大的关系,而外表性能的提升,是无法单纯的依托材料做到的,也是十分不经济的做法,但实践加工中却需使其性能到达规范,这时候需要用到外表处置技术了。铣削加工主要依靠的21-08-11 17:27:01
在机械加工中,对强度和韧性要求比较高,它的工作性能与运用寿命与其外表性能有着极大大的关系,而外表性能的提升,是无法单纯的依托材料做到的,也是十分不经济的做法,但实践加工中却需使其性能到达规范,这时候需要用到外表处置技术了。铣削加工主要依靠的21-08-11 17:27:01 -
 拟定工艺路线的一般原则 机械加工工艺规程的制定,大体可分为两个步骤。首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。这两个步骤是互相联系的,应进行综合分析。在精密机械加工过程中会有21-08-20 16:54:01
拟定工艺路线的一般原则 机械加工工艺规程的制定,大体可分为两个步骤。首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。这两个步骤是互相联系的,应进行综合分析。在精密机械加工过程中会有21-08-20 16:54:01 -
 次切割过程中,初次切开需用大的脉冲能量以取得较高的切开速度,此刻对精细机械零件加工外表的质量进行多次切割过程中,这就首先要求机床工作台有必要具有较高的几何精度及运动精度,其次要求走丝系统有必要保证电极丝在空间方位的安稳及安稳性。当然,为到达20-12-03 10:18:01
次切割过程中,初次切开需用大的脉冲能量以取得较高的切开速度,此刻对精细机械零件加工外表的质量进行多次切割过程中,这就首先要求机床工作台有必要具有较高的几何精度及运动精度,其次要求走丝系统有必要保证电极丝在空间方位的安稳及安稳性。当然,为到达20-12-03 10:18:01 -
 机械加工过程中,由于加工工艺不同,使用的设备和工具也不同,如锻工操作中需要用到装料叉、装出炉夹钳、胎模操作机、锻造操作机等;钳工操作需要的工具和设备有锉刀、刮刀、手锯、凿子、手锤、手电钻、钻床等。此外,根据使用要求这些工具和设备还分成不同的21-08-11 17:24:01
机械加工过程中,由于加工工艺不同,使用的设备和工具也不同,如锻工操作中需要用到装料叉、装出炉夹钳、胎模操作机、锻造操作机等;钳工操作需要的工具和设备有锉刀、刮刀、手锯、凿子、手锤、手电钻、钻床等。此外,根据使用要求这些工具和设备还分成不同的21-08-11 17:24:01 -
较高的初次切开速度是多次切割实用化的条件,多次切割的平均切开速度及外表质量与经过降低放电能量后初次切开的成果相差无几,虽然能够经过多次切割进行精细机械零件加工精度的批改。但多次切割对设备和人员素质的要求较高,风险性也较大,容易造成初次切开时20-12-03 13:00:01
被浏览过 2126943 次 版权所有:湖南长沙基准标点精密制造有限公司(ID:35142857) 技术支持:胡俊芝
第4年

