

-
- 公司:
- 湖南长沙基准标点精密制造有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路板究竟是如何生产出来的?3700阅读 2021-03-23 07:34:47
- 柔性电路板焊接注意事项3846阅读 2021-03-23 07:33:41
- PCB电路板生产常见导通孔、盲孔、埋孔4839阅读 2021-03-23 07:32:30
- 物联网PCB设计技能要求4134阅读 2021-03-23 07:30:22
- 刚性柔性电路板加工工艺3825阅读 2021-03-23 07:29:06

湘潭机加工服务,获得新老客户一致好评
2024-04-21 02:00:02 859次浏览

价 格:面议
在精细机械零件实践加工过程中,因为电极丝张力处于不安稳的状况,因而走丝系统有必要对电极丝张力进行操控。一起,电极丝选用导轮进行定位时,因为导轮的半打开定位方式,使得电极丝在切开时因受到放电爆炸力的效果而导致其各个方向的定位状况存在差导,因而,为保证电极丝在加工过程中空间方位的安稳性,在走丝系统上有必要添加电极丝导丝器。
工件装夹时,首先要挑选正确的夹紧点,然后根据夹紧点的方位挑选适当的夹紧力。因此尽或许使夹紧点和支撑点共同,使夹紧力效果在支撑上,夹紧点应尽或许靠近机械加工中心面,且挑选受力不易引起夹紧变形的方位。当工件上有几个方向的夹紧力效果时,要考虑夹紧力的先后顺序,对于使工件与支撑触摸夹紧力应先效果,且不易太大,对于平衡切削力的主要夹紧力,应效果在后。
工件在切削过程中由于遭到切削力的效果,产生向着受力方向的弹性形变,就是咱们常说的让刀现象。应对此类变形在刀具上要采纳相应的办法,精机械加工中心时要求刀具锋利,一方面可削减刀具与工件的摩擦所形成的阻力,另一方面可提高刀具切削工件时的散热能力,然后削减工件上剩余的内应力。
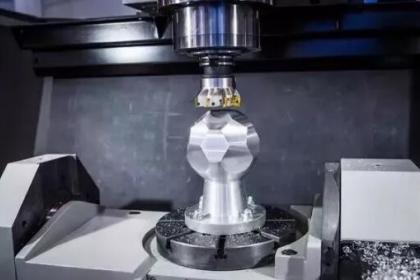
铣削:铣削是运用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。
磨削:磨削是运用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺度准确、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件时,工件在旋转的砂轮下作往复运动。磨削工艺常用于对通过热处理的坚固工件进行终究的精加工,使其到达准确的尺度。
-
 工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。机械加工中心后20-12-03 10:45:01
工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。机械加工中心后20-12-03 10:45:01 -
 在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 08:51:01
在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 08:51:01 -
 长沙机加工,操作简单方便 面议机械加工车间生产的计划、调度,工人的操作,零件的加工质量检验,加工成本的核算,都是以工艺规程为依据的。处理生产中的问题,也常以工艺规程作为共同依据。如处理质量事故,应按工艺规程来确定各有关单位、人员的责任。加工需要的机械由数显铣床、数显成型21-09-02 17:12:01
长沙机加工,操作简单方便 面议机械加工车间生产的计划、调度,工人的操作,零件的加工质量检验,加工成本的核算,都是以工艺规程为依据的。处理生产中的问题,也常以工艺规程作为共同依据。如处理质量事故,应按工艺规程来确定各有关单位、人员的责任。加工需要的机械由数显铣床、数显成型21-09-02 17:12:01 -
 数控机床受控于程序指令,加工的全过程都是按程序指令自动进行的。 数控机械加工程序不仅包括零件的工艺过程,而且还包括了完成工艺过程所必需的工艺参数,如切削用量、进给路线、刀具尺寸编号以及机床的运动过程。 数控加工效率高,加工精度高,劳动强度低21-09-02 18:27:02
数控机床受控于程序指令,加工的全过程都是按程序指令自动进行的。 数控机械加工程序不仅包括零件的工艺过程,而且还包括了完成工艺过程所必需的工艺参数,如切削用量、进给路线、刀具尺寸编号以及机床的运动过程。 数控加工效率高,加工精度高,劳动强度低21-09-02 18:27:02 -
 生产效率高,数控铣床一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率。另外21-08-20 18:42:01
生产效率高,数控铣床一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率。另外21-08-20 18:42:01 -
 变形量的大小与形状复杂程度、长宽比和壁厚大小成正比,与原料的刚性和稳定性成正比。所以在设计零件时尽或许的减小这些因素对工件变形的影响。尤其在大型零件的结构上更应该做到结构合理。在机械加工中心前也要对毛坯硬度、疏松等缺陷进行严格控制,确保毛坯20-12-03 10:03:02
变形量的大小与形状复杂程度、长宽比和壁厚大小成正比,与原料的刚性和稳定性成正比。所以在设计零件时尽或许的减小这些因素对工件变形的影响。尤其在大型零件的结构上更应该做到结构合理。在机械加工中心前也要对毛坯硬度、疏松等缺陷进行严格控制,确保毛坯20-12-03 10:03:02 -
 数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确21-07-20 10:12:01
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确21-07-20 10:12:01 -
 cnc加工是五金行业的科技进步的结果,它比手动装置、半自动化机床更有优势和优点,加工零件更准确和快速。它的特点是通过计算机控制系统发出指令来完成机床的运行,具有尺寸稳定、加工精度高、劳动强度低等优点,更适合同一产品的大批量生产。进行数控铣的21-08-11 17:21:01
cnc加工是五金行业的科技进步的结果,它比手动装置、半自动化机床更有优势和优点,加工零件更准确和快速。它的特点是通过计算机控制系统发出指令来完成机床的运行,具有尺寸稳定、加工精度高、劳动强度低等优点,更适合同一产品的大批量生产。进行数控铣的21-08-11 17:21:01 -
 机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。随着微/纳米科学与技术(Micro/Nano Scie20-07-31 18:26:00
机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。随着微/纳米科学与技术(Micro/Nano Scie20-07-31 18:26:00 -
 机械加工的工种包括锻工、车工、镗工、铣工、刨工、插工、磨工、钳工、钻工、木工、冲压工、下料工、铆工、钣金工等,各工种有各自的操作特点和操作危险性,不同类型和规模的企业涉及的操作工种也各不相同。随着技术水平的提高,机械加工业还出现了一些新型的21-08-11 17:30:01
机械加工的工种包括锻工、车工、镗工、铣工、刨工、插工、磨工、钳工、钻工、木工、冲压工、下料工、铆工、钣金工等,各工种有各自的操作特点和操作危险性,不同类型和规模的企业涉及的操作工种也各不相同。随着技术水平的提高,机械加工业还出现了一些新型的21-08-11 17:30:01 -
 微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等21-08-30 08:54:01
微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等21-08-30 08:54:01 -
 在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机20-07-31 17:43:13
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机20-07-31 17:43:13 -
 精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-09-11 10:12:01
精密cnc加工其实是指数控加工,先将需要加工的图纸编程写进程序后,再将电脑连接到cnc加工机床,通过编程来命令cnc加工机床运作,完成精密零件加工。精密cnc加工主要适用于小批量、大批量多种类零配件加工,cnc加工零件精度非常高,因此服务于20-09-11 10:12:01 -
 像大多数传统的机械CNC加工过程一样,CNC铣削过程利用计算机控制来操作和操纵切削和成形坯料的机床。此外,该过程遵循所有CNC加工过程相同的基本生产阶段,包括:CNC铣削过程始于2D或3DCAD零件设计的创建。然后,将完整的设计导出为与CN21-08-30 14:36:01
像大多数传统的机械CNC加工过程一样,CNC铣削过程利用计算机控制来操作和操纵切削和成形坯料的机床。此外,该过程遵循所有CNC加工过程相同的基本生产阶段,包括:CNC铣削过程始于2D或3DCAD零件设计的创建。然后,将完整的设计导出为与CN21-08-30 14:36:01 -
 创建CNC工艺功能和CNC加工工艺计划: (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。 (2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控20-07-22 16:28:27
创建CNC工艺功能和CNC加工工艺计划: (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。 (2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控20-07-22 16:28:27 -
 cnc加工中心生产的柔性不仅体现在对特殊要求的快速反应土,而且可以快速实现批量生产,拥有并提高市场竞争能力。cnc加工中心适合于中小批量生产,特别是小批量生产,在应用加工中心时,尽量使批量大于经济批量,以达到良好的经济效果。随着cnc加工中21-07-20 10:18:01
cnc加工中心生产的柔性不仅体现在对特殊要求的快速反应土,而且可以快速实现批量生产,拥有并提高市场竞争能力。cnc加工中心适合于中小批量生产,特别是小批量生产,在应用加工中心时,尽量使批量大于经济批量,以达到良好的经济效果。随着cnc加工中21-07-20 10:18:01 -
 机械精加工工厂的技能能到达的精度是衡量一个国家制作技能水平的重要目标之一,并且跟着加工精度的不断进步,加工零件对机床周围环境的要求也越来越高,除了机械精加工中液压和气压的动摇外,工作环境的温度,清洁度和振荡对加工质量也有很大影响。为了进步21-07-29 14:12:01
机械精加工工厂的技能能到达的精度是衡量一个国家制作技能水平的重要目标之一,并且跟着加工精度的不断进步,加工零件对机床周围环境的要求也越来越高,除了机械精加工中液压和气压的动摇外,工作环境的温度,清洁度和振荡对加工质量也有很大影响。为了进步21-07-29 14:12:01 -
 零件孔系加工中以点位操控的数控机床。点位操控数控机床主要有数控钻床、数控镗床、数控冲床及三坐标测量机等,印制电路板钻孔机是最简略的点位操控数控机床。点位操控的数控机床用于加工平面内的孔系,它操控加工平面内的两具坐标轴(一个坐标轴就是一个方向20-11-19 10:18:01
零件孔系加工中以点位操控的数控机床。点位操控数控机床主要有数控钻床、数控镗床、数控冲床及三坐标测量机等,印制电路板钻孔机是最简略的点位操控数控机床。点位操控的数控机床用于加工平面内的孔系,它操控加工平面内的两具坐标轴(一个坐标轴就是一个方向20-11-19 10:18:01 -
 在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 10:00:01
在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 10:00:01 -
 钣金加工技术工艺在激光切割、折弯、焊接/铆焊时,由于激光切割的高柔性、高精度,三维设计技术的成熟与普及,用户可从新的设计、新的流程中获益。从而达到降低成本、缩短工期的要求。常年提供精密钣金加工,竭诚为您服务。专注于钣金加工,对于精密钣金加工21-09-02 17:06:01
钣金加工技术工艺在激光切割、折弯、焊接/铆焊时,由于激光切割的高柔性、高精度,三维设计技术的成熟与普及,用户可从新的设计、新的流程中获益。从而达到降低成本、缩短工期的要求。常年提供精密钣金加工,竭诚为您服务。专注于钣金加工,对于精密钣金加工21-09-02 17:06:01
被浏览过 2108571 次 版权所有:湖南长沙基准标点精密制造有限公司(ID:35142857) 技术支持:胡俊芝
第4年

