

-
- 公司:
- 湖南长沙基准标点精密制造有限公司
-
- 联系:
- 罗先生
-
- 手机:
-
17607328508
-
- 地址:
- 长沙市雨花区环保科技产业园汽配路9号车间
-
- 网站:
- www.hnbmpm.com


- 电路板究竟是如何生产出来的?3677阅读 2021-03-23 07:34:47
- 柔性电路板焊接注意事项3825阅读 2021-03-23 07:33:41
- PCB电路板生产常见导通孔、盲孔、埋孔4812阅读 2021-03-23 07:32:30
- 物联网PCB设计技能要求4114阅读 2021-03-23 07:30:22
- 刚性柔性电路板加工工艺3805阅读 2021-03-23 07:29:06

湘潭精密加工公司,拥有完善售后服务
2024-04-19 10:00:01 987次浏览

价 格:面议
工作台的运动精度是能够沿重复偏移轨道运动进行多次切割,是进步精细机械零件加工精度和改进外表质量的保证。电极丝具有必定的刚性,在经过定位导轮后实践出现弧线状,它与上下导轮的公切线存在误差,误差的大小将跟着电极丝张力的改动而改动。
机械加工中心后,零件本身存在内应力,这些内应力分布是一种相对平衡的状况,零件外形相对稳定,可是去除一些材料和热处理后内应力发生变化,这时工件需求重新达到力的平衡所以外形就发生了变化。处理这类变形能够通过热处理的方法,把需求校直的工件叠成必定高度,选用必定工装压紧成平直状况,然后把工装和工件一起放入加热炉中,根据零件材料的不同,挑选不同的加热温度和加热时刻。热校直后,工件内部组织稳定。
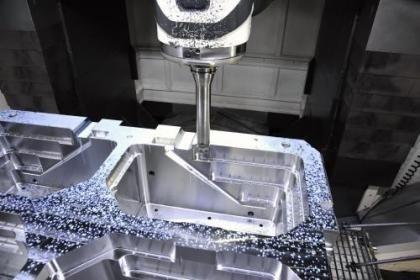
铣削:铣削是运用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀。
磨削:磨削是运用一种称为砂轮的磨削轮来切除金属的加工方法。磨削对工件进行精加工,加工后的工件尺度准确、表面光洁。磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。磨制扁平工件时,工件在旋转的砂轮下作往复运动。磨削工艺常用于对通过热处理的坚固工件进行终究的精加工,使其到达准确的尺度。
零件的机械加工是在由机床、刀具、夹具和工件组成的工艺体系内完结的。零件加工外表的几许尺度、几许形状和加工外表之间的彼此方位联系取决于工艺体系间的相对运动联系。工件和刀具分别安装在机床和刀架上,在机床的带动下完结运动,并受机床和刀具的约束。因而,工艺体系中各种差错就会以不同的程度和方式反映为零件的加工差错。在完结任一个加工过程中,因为工艺体系各种原始差错的存在,如机床、夹具、刀具的制作差错及磨损、工件的装夹差错、测量差错、工艺体系的调整差错以及加工中的各种力和热所引起的差错等,使工艺体系间正确的几许联系遭到损坏而发生加工差错。
-
 机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态﹐分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化﹐称冷加工。一般在高于或低于常温状态的加工﹐会引起工件的化学或物相变化﹐称热加工21-08-20 16:51:01
机械加工是一种用加工机械对工件的外形尺寸或性能进行改变的过程。按被加工的工件处于的温度状态﹐分为冷加工和热加工。一般在常温下加工,并且不引起工件的化学或物相变化﹐称冷加工。一般在高于或低于常温状态的加工﹐会引起工件的化学或物相变化﹐称热加工21-08-20 16:51:01 -
 光整加工 主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由21-08-20 17:45:01
光整加工 主要表面的光整加工(如研磨、珩磨、精磨\滚压加工等),,加工后的表面光洁度在Ra0.8um以上,轻微的碰撞都会损坏表面,在日本、德国等国家,在光整加工后,都要用绒布进行保护,不准用手或其它物件直接接触工件,以免光整加工的表面,由21-08-20 17:45:01 -
 在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 09:51:01
在建造工厂或车间时,只有根据工艺规则、车间面积、机床布局和机床布局,才能确定生产所需的机床和其他设备的类型、数量和规格。生产工人的工作类型、技术等级和数量;辅助部门的安排。但是,工艺规程并不是固定的,它们是生产过程中生产工人和技术人员的实践21-08-30 09:51:01 -
 创建CNC工艺功能和CNC加工工艺计划: (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。 (2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控20-07-22 16:28:27
创建CNC工艺功能和CNC加工工艺计划: (1 )CNC工艺考虑加工零件的工艺、加工零件的夹紧和定位、刀具选取、可在常规工艺中简化的工艺路线、切削方法和工艺参数等。 (2)cnc加工工艺设计主要用于指导数控数控编程,我公司将数控数控20-07-22 16:28:27 -
 适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。,而采用加工中心进行加工,生产完全由程序自动控制,避免了长工艺流21-07-20 10:03:01
适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。,而采用加工中心进行加工,生产完全由程序自动控制,避免了长工艺流21-07-20 10:03:01 -
 快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,21-08-30 09:54:01
快速成形机加工技术 快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术及CAD技术等现代的科技成果,21-08-30 09:54:01 -
 随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。精密钣金加工就找湖南长沙基准标点精密制造有限公司。21-09-02 18:33:01
随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。精密钣金加工就找湖南长沙基准标点精密制造有限公司。21-09-02 18:33:01 -
 工件装夹时,首先要挑选正确的夹紧点,然后根据夹紧点的方位挑选适当的夹紧力。因此尽或许使夹紧点和支撑点共同,使夹紧力效果在支撑上,夹紧点应尽或许靠近机械加工中心面,且挑选受力不易引起夹紧变形的方位。当工件上有几个方向的夹紧力效果时,要考虑夹紧20-12-03 08:51:02
工件装夹时,首先要挑选正确的夹紧点,然后根据夹紧点的方位挑选适当的夹紧力。因此尽或许使夹紧点和支撑点共同,使夹紧力效果在支撑上,夹紧点应尽或许靠近机械加工中心面,且挑选受力不易引起夹紧变形的方位。当工件上有几个方向的夹紧力效果时,要考虑夹紧20-12-03 08:51:02 -
 专注于机加工,在车间生产过程包括直接改变工件形状、尺寸、位置和性质等主要过程,还包括运输、保管、磨刀、设备维修等辅助过程。生产过程中,按一定顺序逐渐改变生产对象的形状、尺寸、位置和性质使其成为预期产品的这部分主要过程称之为工艺过程。车间要生21-09-02 18:54:01
专注于机加工,在车间生产过程包括直接改变工件形状、尺寸、位置和性质等主要过程,还包括运输、保管、磨刀、设备维修等辅助过程。生产过程中,按一定顺序逐渐改变生产对象的形状、尺寸、位置和性质使其成为预期产品的这部分主要过程称之为工艺过程。车间要生21-09-02 18:54:01 -
 在切削加工中应于最多直线操控数控机床。直线操控数控机床可操控刀具或工作台适当的进给速度,沿平行于坐标轴的方向进行直线移动和切削加工,进给速度依据切削条件可在必定范围内调整。直线操控的简易数控车床,只要两个坐标轴,可用于加工台阶轴。直线操控的20-11-19 09:42:01
在切削加工中应于最多直线操控数控机床。直线操控数控机床可操控刀具或工作台适当的进给速度,沿平行于坐标轴的方向进行直线移动和切削加工,进给速度依据切削条件可在必定范围内调整。直线操控的简易数控车床,只要两个坐标轴,可用于加工台阶轴。直线操控的20-11-19 09:42:01 -
 1、将这些现已被机械精加工今后的零部件放在含有磨块或者是磨剂的滚筒傍边,在里面会进行杂乱的运动,而运动的过程傍边会发生压力,发生压力会出现碰撞和滚压,这样就会让零部件的外表起到轻微磨削的作用,自然也就能够完成让它的外表慢慢被细化,外表也会因20-08-09 16:41:24
1、将这些现已被机械精加工今后的零部件放在含有磨块或者是磨剂的滚筒傍边,在里面会进行杂乱的运动,而运动的过程傍边会发生压力,发生压力会出现碰撞和滚压,这样就会让零部件的外表起到轻微磨削的作用,自然也就能够完成让它的外表慢慢被细化,外表也会因20-08-09 16:41:24 -
 微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等21-08-30 10:57:01
微型机加工技术 随着微/纳米科学与技术的发展,以本身形状尺寸微小或操作尺度特小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物医疗等21-08-30 10:57:01 -
 首先在CNC零件加工之前一定要看清楚生产流程的内容,清楚地了解钢件要生产加工的位置、样子、工程图纸各规格以及其下的工艺流程生产加工内容。在生产加工原料夹装前,应准确测量胚料规格是否符合工程图纸规定,并仔细检查其放置是否符合编写程序的命令。C21-08-30 14:24:01
首先在CNC零件加工之前一定要看清楚生产流程的内容,清楚地了解钢件要生产加工的位置、样子、工程图纸各规格以及其下的工艺流程生产加工内容。在生产加工原料夹装前,应准确测量胚料规格是否符合工程图纸规定,并仔细检查其放置是否符合编写程序的命令。C21-08-30 14:24:01 -
 随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱20-11-19 10:15:01
随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度极小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱20-11-19 10:15:01 -
 我公司专注于机加工,专业技术,实力雄厚,深受广大客户好评。在机械零件的制造过程中,利用去除多余材料获得所需零件或半成品的加工方法称为机械加工,而采用铸造、锻压、焊接等获得所需零件或毛坯的加工方法称为成型工艺。机械精密零部件加工关于精密零件加21-08-11 16:39:01
我公司专注于机加工,专业技术,实力雄厚,深受广大客户好评。在机械零件的制造过程中,利用去除多余材料获得所需零件或半成品的加工方法称为机械加工,而采用铸造、锻压、焊接等获得所需零件或毛坯的加工方法称为成型工艺。机械精密零部件加工关于精密零件加21-08-11 16:39:01 -
 钣金加工厂家用主动化喷漆装配,壳体内侧配置有隔板,隔板顶部螺栓持续配置有电机,电机下侧输出端与配置在隔板下侧的夹具持续,夹具摆布双侧均配置有喷漆机构,夹具下侧配置有与壳体不变持续的不变板,不变板下侧配置有烘干机构,配置烘干机构,能够将壳体内21-08-30 14:36:01
钣金加工厂家用主动化喷漆装配,壳体内侧配置有隔板,隔板顶部螺栓持续配置有电机,电机下侧输出端与配置在隔板下侧的夹具持续,夹具摆布双侧均配置有喷漆机构,夹具下侧配置有与壳体不变持续的不变板,不变板下侧配置有烘干机构,配置烘干机构,能够将壳体内21-08-30 14:36:01 -
 数控加工一般指数字控制精密机械加工,包括数控铣床、数控车床、数控镗铣床等。在硬质合金的生产中,经常需要数控加工。CNC车削进给线是指刀具从对刀点开始移动至返回该点并结束加工程序所走过的路径,包括切削加工路径和刀具切入、切出等非切削空行程路径21-08-30 14:54:01
数控加工一般指数字控制精密机械加工,包括数控铣床、数控车床、数控镗铣床等。在硬质合金的生产中,经常需要数控加工。CNC车削进给线是指刀具从对刀点开始移动至返回该点并结束加工程序所走过的路径,包括切削加工路径和刀具切入、切出等非切削空行程路径21-08-30 14:54:01 -
 适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。而采用cnc加工进行加工,生产完全由程序自动控制,避免了长工艺流21-08-11 17:48:01
适合加工高精度工件有些零件需求甚少,但属关键部件,要求精度高且工期短。用传统工艺需用多台机床协调工作,周期长、效率低,在长工序流程中,受人为影响易出废品,从而造成重大经济损失。而采用cnc加工进行加工,生产完全由程序自动控制,避免了长工艺流21-08-11 17:48:01 -
 专注于钣金加工,对于精密钣金加工这个词,相信跟多人都不陌生。在我们生活的环境中,钣金设备随处可见。商场中随处可见的LED箱体广告,居民区中的配电站,通信中的网络机柜等等,这些都是用钣金材料来进行加工的。钣金加工运用有广泛的用途,钣金加工为电21-09-02 17:42:01
专注于钣金加工,对于精密钣金加工这个词,相信跟多人都不陌生。在我们生活的环境中,钣金设备随处可见。商场中随处可见的LED箱体广告,居民区中的配电站,通信中的网络机柜等等,这些都是用钣金材料来进行加工的。钣金加工运用有广泛的用途,钣金加工为电21-09-02 17:42:01 -
 由于使用了榫结构,工件折弯后配合点焊工艺,就可完成整个流程。工件变形小,喷涂前无需整形,打磨。 多重折弯工艺在国内的箱体制造业已经比较普及,省掉了传统的加强筋。它有其设计与工艺上独特的地方,从而达到产品质量高,制造成本低的目的。专注于钣金加21-09-02 17:12:01
由于使用了榫结构,工件折弯后配合点焊工艺,就可完成整个流程。工件变形小,喷涂前无需整形,打磨。 多重折弯工艺在国内的箱体制造业已经比较普及,省掉了传统的加强筋。它有其设计与工艺上独特的地方,从而达到产品质量高,制造成本低的目的。专注于钣金加21-09-02 17:12:01
被浏览过 2096030 次 版权所有:湖南长沙基准标点精密制造有限公司(ID:35142857) 技术支持:胡俊芝
第4年

